Spróbuję się ograniczyć do tej ostatniej grupy noży czyli półfabrykatów ponieważ w naszym hobby najwięcej noży wykonuje się właśnie z półfabrykatów i służą one między innymi do toczenia brązu,miedzi,aluminium a także tworzyw sztucznych i drewna, chociaż w przypadku drewna moja wiedza nie jest jeszcze na zadowalającym poziomie.
Półfabrykaty występują w różnych profilach np:
Kwadrat od 3x3 mm długości 80 mm do 25x25 mm i długości 200 mm
Okrągły od fi 2 mm długości 40 mm do fi 25 mm i długości 200 mm
Istnieją również przekroje prostokątne,trapezowe i półokrągłe,ale to już zależnie od firmy która je produkuje.
Wykonane są ze stali HSS o twardości od 60 do 67 HRC (twrdość wg skali Rockwella) i istnieje mnóstwo zamienników i oznaczeń dla tej stali począwszy od tej z której wykonałem swoje noże do jufersów (1010-160 SW7M),a także z domieszką innych pierwiastków np Kobaltu stosowanego obecnie w moim zakładzie (HSS/Co10 i HSS/Co19 gdzie zawartość kobaltu to 10 i 19 %)

Producent podaje tu prędkości skrawania z których korzystając z wzoru możemy wyliczyć prędkość obrotową tokarki o czym wcześniej pisał Marecki
Vc = ( PI x d x n ) : 1000 więc n = ( Vc x1000 ) : ( Pi x d )
Vc - prędkość skrawania w m/min
Pi - (ludolfina tylko nie mogę znależć tego znaczka) 3,14
d - średnica toczonego przedmiotu mm
n - prędkość obrotowa obr/min
Stal nierdzewna - 200 do 300 HB- 80 do 120 m/min
Żeliwo - 130 do 260 HB- 90 do 130
Aluminium - 60 do 130 HB- 250 do 400
Miedź,brąz - 90 do 110 HB- 150 do 200
Stal węglowa
C=0,10 do 0,80% - 125 do 170 HB- 170 do 220
Powyższe parametry należy stosować poglądowo, a samą prędkość skrawania można zwiększyć do 30 % z tym że należy zwracać uwagę wzrokową na ostrze noża.
Nadanie nożowi wymaganego kształtu nie jest trudne do wykonania.Chociaż mój nóż został wypalony na drutówce (urządzenie do cięcia(wypalania) drutem) to można zrobić to metodą domową na zwykłej szlifierce tylko o dronych ziarnach ponieważ musi być zachowana odpowiednia chropowatość tym bardziej jest to istotne przy toczeniu drobnych elementów takich jak armaty czy jufersy.

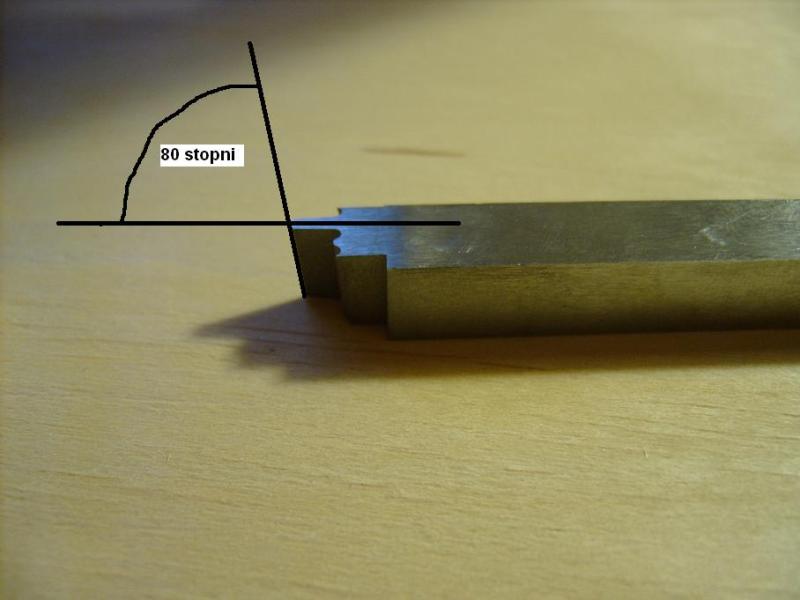
Kąt ostrza noża powinien wynosić przynajmniej 80 stopni, a półfabrykatu nie trzeba przed profilowaniem odpuszczać ani po wykonaniu noża hartować,od razu jest gotowy do użycia.
Jeśli nasuwają się jakieś niejasności związane z tematem to proszę o pytania