Witaj Marku.
Widzę fantastyczny efekt Twojej pracy i cieszę się z wyniku. Co do odpowiedzi na twoje pytania to po trochu postaram Ci się odpowiedzieć i myślę, że wielu ten temat zainteresuje, bo jest jak rzeka. Rozważając budowę maszyny CNC zrobiłem kilka założeń i tak:
-wielkość obrabianego elementu to min1200 x600
-stabilność konstrukcji
-dokładność dość duża, ale bez przesady / jeśli ludzkie oko nie wychwyci będzie dobrze/
-obrabiany materiał to drewno, płyty MDF itp. Po prostu stolarstwo-meblarstwo i to zawodowo-produkcja nieduża ale jednak produkcja.
Rozważając jak już pisałem rodzaj konstrukcji to stalowe profile zamknięte zespawane.
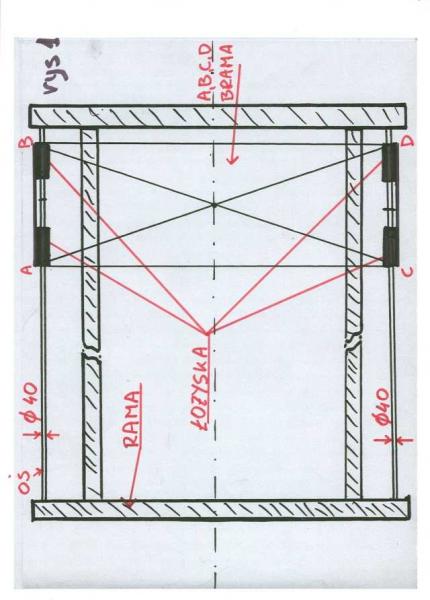
Rodzaj posuwu to wałki o średnicy 40 mm na łożyskach otwartych – po dwa na stronę i co najmniej po dwie podpory na stronę, ale i tu mam kilka rozwiązań do przemyślenia. /rys.1/
Rozstaw łożysk po zewnętrznej założyłem na 300mm/ odcinki AB i CD rysunek1/
Tak doszedłem do rozważania nad napędem bramy/OSI Y/. Powstało kilka projektów, ale opiszę tylko te które mają zastosowanie według mojej oceny.
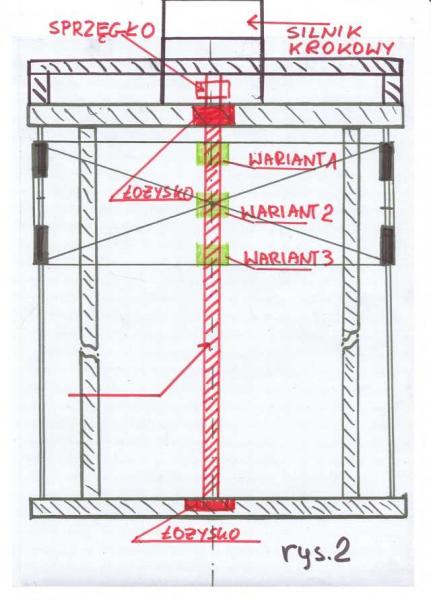
Pierwsze rozwiązanie opierało się na zastosowaniu jednej śruby i oczywiście jednego silnika krokowego ustawionych centralnie. Ustawienie śruby z prawej lub lewej strony nie było brane pod uwagę. Tu pojawiły się problemy jak ustawić nakrętkę i tak powstały trzy warianty./rys.2/
1 wariant:
nakrętka zamocowana na końcu bramy tzw pchająca
2 wariant
nakrętka zamocowana po środku bramy
3 wariant
nakrętka zamocowana na początku bramy tzw ciągnąca
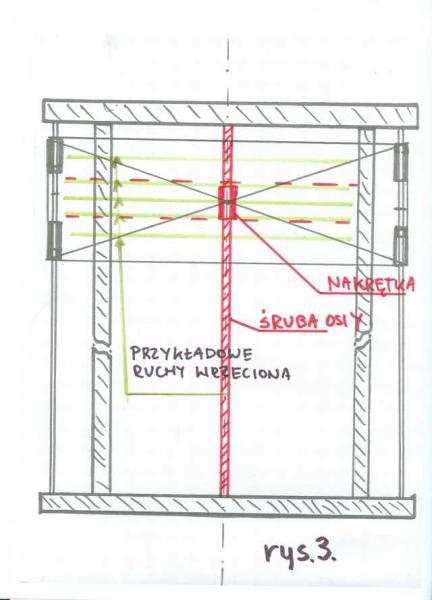
Pierwszy i trzeci wariant odpada ze względu na mogące powstać dość duże luzy i szybsze zużycie się śruby i nakrętki, i oczywiście bo mają dość duży wpływ na dokładność wykonywanych elementów. W przypadku powstania luzów na wałkach i łożyskach to w takim ustawieniu największy luz powstanie na śrubie i nakrętce. I tak został wariant 2. śruba ustawiona centralnie to jest dość dobre rozwiązanie, a zwłaszcza jeśli oś przesuwu wrzeciona pokrywać się będzie z punktem zamocowania nakrętki lub będzie bardzo blisko./rys.3/
Jednak najlepszym rozwiązaniem w tym przypadku jest zastosowanie pierwszego i trzeciego razem. Zastosowana zostanie dodatkowo regulacja luzu nakrętek i śruby, i dodatkowo zostanie usztywniona oś Y/ zwiększy się liniowość osi Y /. Te dwa warianty są do zastosowania w moim przypadku jako warianty wyjściowe do dalszej rozbudowy mojej maszynki. Na pewno dużo niższe koszty budowy niż w następnych rozwiązaniach. W następnym poście opiszę następne warianty jakie biorę pod uwagę, ale i tak budowa uzależniona jest od dużej kasy. Może zrobię taką wstępną kalkulację aby pokazać o jakie koszty chodzi. Pozdrawiam wszystkich, ale w tym miejscu Marka szczególnie. Robert.
B) B) B)
Oczywiście to są moje założenia i mogę się mylić.